Mục lục
Gia công vật liệu graphite
Graphite (than chì) tuy mềm nhưng trên thực tế lại là một trong những loại vật liệu khó gia công nhất. Khi gia công các chi tiết bằng graphite, chúng ta phải xem xét nhiều yếu tố như dụng cụ cắt, chất làm mát và vấn đề an toàn lao động. Bài viết trong chuyên mục “In The Loupe” kỳ này sẽ khảo sát đặc tính của vật liệu, các công nghệ gia công và các thủ thuật để lựa chọn dụng cụ cắt phù hợp nhất cho loại vật liệu này.
Graphite là gì?
Dù graphite là một dạng thù hình của cacbon, hai thuật ngữ này không thể hoán đổi cho nhau. Cacbon tồn tại ở nhiều dạng thù hình khác nhau, bao gồm cả graphite, kim cương và fullerit. Graphite là dạng thù hình ổn định nhất và phổ biến nhất của Carbon vì carbon tự nhiên tổ chức thành graphite trong điều kiện thông thường.
Graphite được biết đến nhiều nhất nhờ độ dẫn điện và khả năng chống ăn mòn và chịu được nhiệt độ cao. Vì vậy nó được dùng phổ biến trong các ứng dụng chịu nhiệt độ cao và áp suất cao trong các ngành công nghiệp hàng không vũ trụ, điện cực, hạt nhân, năng lượng và quân sự.

Mặc dù có khả năng chịu được áp suất cao, graphite thực sự là một vật liệu rất mềm, dễ mài mòn và giòn. Điều này có thể gây ra những thách thức không nhỏ khi gia công, vì chúng có thể ăn mòn và làm giảm đáng kể tuổi thọ của dụng cụ cắt. Tuy nhiên, với dụng cụ cắt và kỹ thuật gia công thích hợp, bạn vẫn có nhiều cách để tối ưu hóa việc gia công graphite nhằm đạt được hiệu quả cao hơn về chi phí so với các đối thủ cạnh tranh.
Công nghệ gia công Graphite
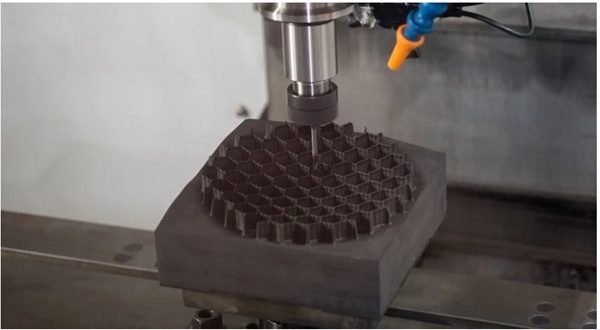
Vì graphite là một vật liệu mềm và giòn nên khi gia công phải đặc biệt chú ý để tránh bị sứt mẻ. Đối với graphite, bạn nên cắt từng lát mỏng với bước tiến thấp để quá trình cắt gọt diễn ra thuận lợi hơn. Nếu cắt với lượng ăn dao lớn với tốc độ tiến dao nhanh, graphite sẽ bị mẻ và có thể bị gãy hoàn toàn.
Bạn có thể tham khảo tốc độ cắt và bước tiến khi cắt graphite sử dụng dao phay 1/4” có 4 lưỡi cắt phủ kim cương CVD của Harvey Tool. Nếu dao chạy ở tốc độ 12.000 RMP (780 SFM), lượng phoi đề xuất sẽ là 0,00292 ứng với bước tiến 140 IPM

Đối với máy CNC, một lưu ý quan trọng cần nhớ là không sử dụng chất làm mát. Graphite là một vật liệu khá xốp, vì vậy nó có thể hấp thụ chất làm mát và hoạt động như một “miếng bọt biển làm mát”, điều này sẽ gây ra các vấn đề với các chi tiết đã được gia công tinh. Bên trong máy và trên dụng cụ cắt, dung dịch làm mát thực sự có thể phản ứng với bụi graphite và tạo ra bùn mài mòn, điều này sẽ gây ra các vấn đề trong khi gia công. Nên sử dụng hệ thống chân không để làm sạch vật liệu khi gia công than chì. Nếu không, các dụng cụ có thể bị mài mòn và bị giảm tuổi thọ.
Một điều nữa cần lưu ý khi gia công graphite là vì graphite không tạo ra phôi mà là một đám bụi có khả năng mài mòn rất cao, nó có thể gây hại cho người vận hành và máy móc nếu không được xử lý đúng cách. Người vận hành phải đeo mặt nạ bảo vệ để tránh hít phải bụi. Thông gió thích hợp và duy trì chất lượng không khí trong khu vực gia công cũng là chìa khóa để bảo vệ người thợ trong quá trình vận hành máy.
Vì bụi graphite cũng dẫn điện, nên nó có thể dễ dàng làm hỏng các mạch điện không được bảo vệ bên trong máy CNC của bạn, điều này có thể gây ra các vấn đề lớn về điện. Mặc dù không nên sử dụng nước làm mát, nhưng hệ thống chân không có thể giúp loại bỏ bụi, giữ cho bụi không tích tụ quá nhiều bên trong máy và ngăn ngừa các sự cố nghiêm trọng.
Dụng cụ cắt để gia công Graphite
Như đã đề cập ở trên, graphite là “dũng sĩ diệt dụng cụ cắt” vì khả năng mài mòn của nó. Ngay cả những loại dao phay ngón được làm bằng carbide với chất lượng cao nhất, nếu không được phủ, sẽ nhanh chóng bị mòn trong quá trình gia công. Sự mài mòn quá mức này có thể buộc phải thay dụng cụ trong quá trình vận hành, điều này có thể dẫn đến việc mất khá nhiều thời gian khi phải dừng hoạt động máy để thực hiện việc thay dụng cụ cắt

Khi chọn một dụng cụ cắt để gia công graphite, lớp phủ và lưỡi cắt là yếu tố quan trọng cần xem xét đầu tiên. Số lượng lưỡi cắt, góc xoắn và các đặc điểm hình học của dụng cụ cắt được cân nhắc sau khi đã chọn được lớp phủ phù hợp.
Đối với gia công graphite, nên phủ kim cương CVD để tối đa hóa tuổi thọ và tăng hiệu suất của dụng cụ cắt. Các lớp phủ này được phủ trực tiếp lên các loại dao phay ngón carbide, cải thiện độ cứng và cho dụng cụ một lớp phủ dày hơn 5 lần so với lớp phủ kim cương PVD. Mặc dù các lưỡi cắt không sắt bén hơn, nhưng lớp phủ kim cương CVD giúp tăng tuổi thọ dụng cụ lâu hơn nhiều so với các lớp phủ kim cương khác vì lớp phủ kim cương này dày hơn.

Mặc dù dụng cụ cắt được phủ CVD có chi phí ban đầu lớn hơn các dụng cụ không được phủ., chúng lại có tuổi thọ cao hơn đáng kể so với các dụng cụ không được phủ khiến chi phí dụng cụ cắt tính trên từng sản phẩm gia công giảm đáng kể. Với vật liệu có khả năng mài mòn và khó gia công như graphite, dụng cụ cắt carbide không phủ sẽ chỉ dùng được trong một thời gian ngắn trước khi lưỡi cắt của chúng bị mòn hoàn toàn. Một dụng cụ cắt được phủ CVD sẽ mang lại cho bạn lợi thế so với các đối thủ cạnh tranh, cho phép bạn duy trì máy hoạt động liên tục, giảm số lần dừng máy để thay dụng cụ cắt và cuối cùng giúp bạn tiết kiệm chi phí gia công, sản xuất.

Nhìn chung, graphite có thể là một vật liệu khó gia công, nhưng nếu chọn đúng dụng cụ cắt và có chế độ gia công hợp lý, bạn sẽ nhanh chóng tạo ra các chi tiết chất lượng cao trong thời gian ngắn nhất. Harvey Tool cung cấp nhiều sự lựa chọn về các loại dao phay ngón được phủ CVD với nhiều đường kính và chiều dài cắt khác nhau để đảm bảo cho nhu cầu sử dụng của bạn.
Nguồn: https://www.harveyperformance.com/in-the-loupe/grappling-with-graphite.